一、特氟龙网带的核心价值与行业应用
特氟龙(PTFE)网带凭借其耐高温(≤260℃)、耐腐蚀、低摩擦系数等特性,已成为食品烘干、化工输送、纺织印染等领域的核心传输设备。然而,其性能的充分发挥离不开包边工艺、包边材料选择以及拼接技术的优化。本文将从这三个维度,为您解析特氟龙网带的技术细节与选型指南。

二、包边工艺:提升网带耐用性的关键技术
1. 包边工艺的必要性
防止边缘脱层:高温环境下,未包边的网带边缘易因摩擦或机械应力导致纤维断裂,引发脱层现象。
增强抗拉强度:包边材料可显著提升边缘抗拉强度(提升30%-50%),避免长期使用后的变形。
延长使用寿命:经优化包边的网带寿命可达未包边产品的2-3倍。
2. 主流包边工艺对比
|
工艺类型
|
原理
|
优势
|
适用场景
|
|
机械包边法
|
通过缝纫机缝合高强度纤维线(如芳纶线)加固边缘
|
成本低,适合大批量生产;缝纫线耐高温(≥250℃)
|
食品烘干、低温输送(≤150℃)
|
|
热熔包边法
|
利用高温热熔胶(PTFE乳液)将包边材料熔融粘合
|
边缘平整,耐化学腐蚀性强;粘合强度高(≥50N/cm)
|
化工、制药等高温(≥200℃)、强腐蚀环境
|
|
超声波包边法
|
通过超声波振动熔合包边材料与网带边缘
|
无需胶水,环保无污染;边缘密封性好
|
高端食品加工、电子元件输送(对卫生要求严格)
|
3. 工艺质量控制要点
边缘对齐度:包边材料与网带边缘偏差需≤1mm,避免局部应力集中。
热熔参数:温度控制280-320℃,时间3-5秒,避免材料烧焦或粘合不牢。
超声波参数:频率20-40kHz,压力≥3MPa(根据材料厚度调整)。
三、包边材料:性能与场景的精准匹配
1. 常见包边材料特性对比
|
材料类型
|
耐温范围
|
耐腐蚀性
|
抗拉强度
|
适用场景
|
|
玻璃纤维
|
≤500℃
|
耐酸碱(除HF)
|
高(≥200MPa)
|
高温化工输送、冶金行业
|
|
凯夫拉纤维
|
≤200℃
|
耐磨损、耐冲击
|
极高(≥300MPa)
|
高摩擦场景(如纺织印染定型机)
|
|
PTFE薄膜
|
≤260℃
|
耐强酸强碱
|
中(≥50MPa)
|
食品加工、医药行业(符合FDA标准)
|
|
聚四氟乙烯涂层
|
≤260℃
|
耐腐蚀、自润滑
|
低(≥30MPa)
|
需要低摩擦系数的场景(如电子元件输送)
|
2. 材料选择原则
高温工况(≥200℃):优先选择玻璃纤维或PTFE薄膜包边。
强腐蚀环境(如浓硫酸、盐酸):PTFE薄膜或玻璃纤维包边。
高磨损场景(如纺织、印刷):凯夫拉纤维包边。
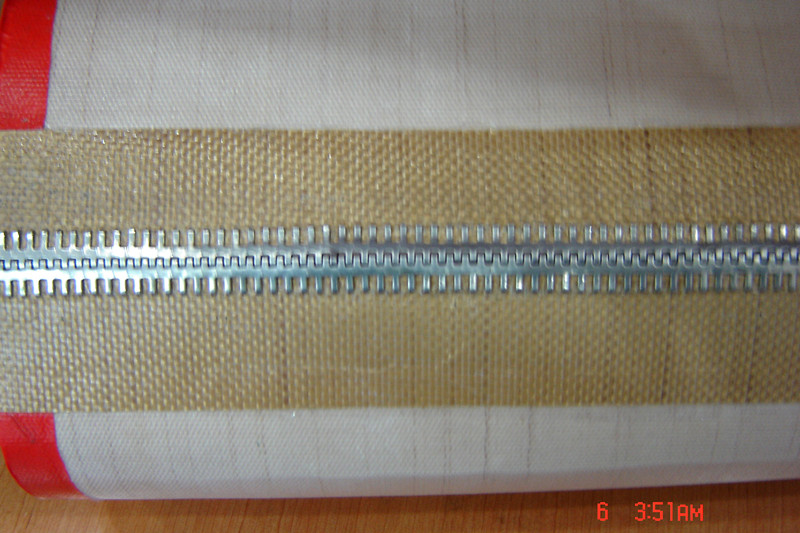
四、拼接技术:确保网带连续性与强度
1. 拼接工艺对比
|
工艺类型
|
原理
|
优势
|
适用场景
|
|
机械缝合
|
使用高强度纤维线(如芳纶线)缝合网带两端
|
成本低,操作简单;缝合处强度可达原网带的70%
|
临时性连接或低负载场景
|
|
热熔拼接
|
通过高温(280-320℃)熔融网带纤维,实现无缝连接
|
拼接处平整,耐化学腐蚀;强度可达原网带的85%
|
化工、食品等高温、高卫生要求场景
|
|
超声波焊接
|
利用超声波振动熔合网带纤维
|
无需胶水,环保;拼接处强度≥90%
|
高端制造、电子元件输送(对拼接处平整度要求高)
|
2. 拼接质量控制要点
拼接强度测试:拼接处剥离强度需≥40N/cm(按GB/T 2791-1995标准)。
耐温测试:在额定温度下持续运行72小时,拼接处无开裂、脱层现象。
平整度检测:拼接处高度差≤0.2mm,避免输送过程中卡滞。
五、典型案例与选型建议
1. 食品加工行业
场景:薯片烘干输送带。
工艺选择:超声波包边法+PTFE薄膜包边带+超声波焊接拼接。
优势:边缘无胶水残留,符合FDA标准;拼接处平整,避免物料卡滞。
效果:输送带寿命从8个月延长至14个月,年维护成本降低35%。
2. 化工行业
场景:盐酸输送带。
工艺选择:热熔包边法+玻璃纤维包边带+热熔拼接。
优势:耐强酸腐蚀;拼接处强度高,避免泄漏。
效果:因腐蚀导致的停机次数从每月3次降至0次。
3. 纺织印染行业
场景:高温定型机输送带。
工艺选择:机械包边法+凯夫拉纤维包边带+机械缝合拼接。
优势:耐磨性强,可承受布料摩擦;拼接成本低。
效果:输送带更换周期从2个月延长至5个月。
苏州密泰新材料结语
特氟龙网带的性能优化离不开包边工艺、包边材料与拼接技术的协同作用。通过精准选择工艺(如超声波包边)、材料(如玻璃纤维)和拼接方式(如热熔拼接),企业可显著提升网带耐用性,降低维护成本。未来,随着智能化与环保化技术的融入,特氟龙网带将在更多领域展现其核心价值。